
「朝は寸法が合っていたのに、夕方測ったらズレている…」
MCナイロン加工では、このような寸法トラブルが非常によく発生します。
特にNC旋盤で樹脂加工を始めたばかりの方は、鉄やアルミと同じ感覚で加工してしまい、「なぜ寸法が出ないのか分からない」と悩むケースが少なくありません。
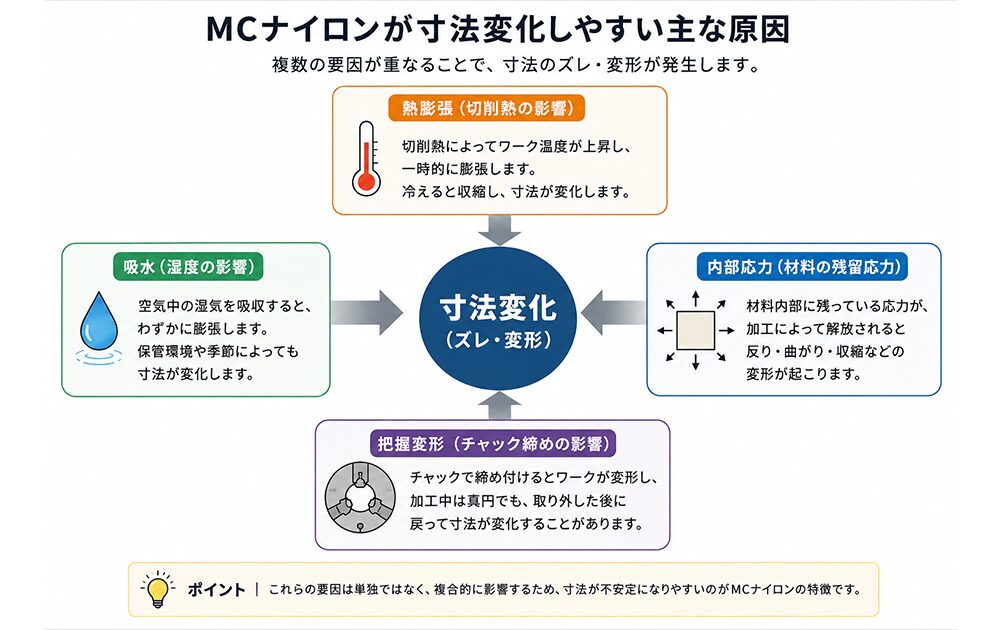
MCナイロンは、熱膨張・吸水・内部応力の影響を受けやすく、金属とはまったく違う性質を持っています。
そのため、加工条件や把握方法を少し間違えるだけでも、内径縮み・外径逃げ・反り・変形などが発生しやすい材質です。
この記事では、MCナイロン特有の寸法変化の原因と、NC旋盤で寸法を安定させるための実践的な対策を、現場目線でわかりやすく解説します。
MCナイロンはなぜ寸法変化しやすいのか
MCナイロンは熱膨張しやすい材質
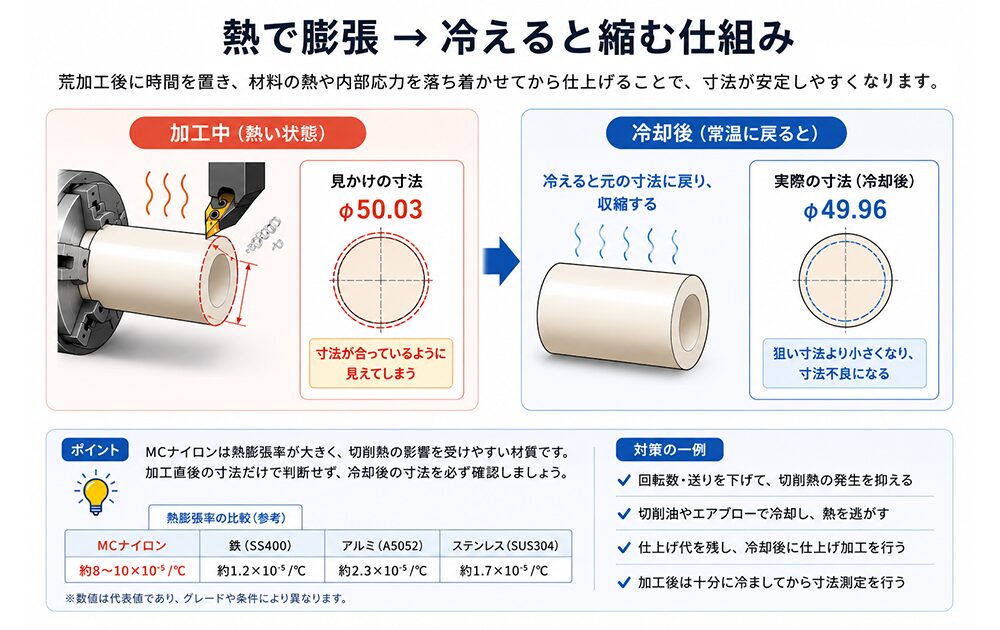
MCナイロンは金属に比べて熱膨張率が大きく、切削熱の影響を受けやすい材質です。
例えば、加工中にワーク温度が上がると、一時的に寸法が膨張します。
その状態で寸法を合わせても、冷えた後に縮み、結果的に寸法不良になることがあります。
特に夏場や連続加工では、ワーク自体が熱を持ちやすく、外径が逃げたり内径が縮んだりする原因になります。
鉄加工では問題にならないレベルの熱でも、MCナイロンでは寸法差として現れやすいため注意が必要です。
吸水による膨張で寸法が変わる
MCナイロンは吸水性を持つ材料です。
空気中の湿気を吸収するだけでも、わずかに膨張します。
保管環境によって寸法が変わることもあり、加工直後と数日後でサイズが変化するケースも珍しくありません。
特に精度が必要な部品では、
- 加工後の保管環境
- 湿度
- 季節変化
まで考慮する必要があります。
「加工時は合っていたのに納品後にキツくなった」というトラブルは、吸水による膨張が原因の場合もあります。
内部応力によって加工後に変形する
MCナイロンは材料内部に応力を持っていることがあります。
そのため、削った瞬間にバランスが崩れ、
- 反る
- 曲がる
- 内径が縮む
- 外径が逃げる
といった変形が起こります。
特に丸棒から大きく削り込む加工では、荒加工後に急激に寸法が動くことがあります。
現場では、
「加工直後は寸法OKだったのに、翌日測ったらズレていた」
というケースもよくあります。
金属加工と同じ感覚では寸法が安定しない
MCナイロン加工で失敗しやすい最大の原因は、金属加工と同じ条件で加工してしまうことです。
例えば、
- 回転数を上げすぎる
- 把握圧を強くする
- 仕上げ代を残さない
- 一発仕上げする
こうした加工は、MCナイロンでは寸法不良につながりやすくなります。
樹脂加工では、
- 熱を持たせない
- 無理に押さえつけない
- 少し逃げる前提で考える
という感覚が重要です。
NC旋盤でMCナイロンの寸法が狂う主な原因
チャック把握による変形
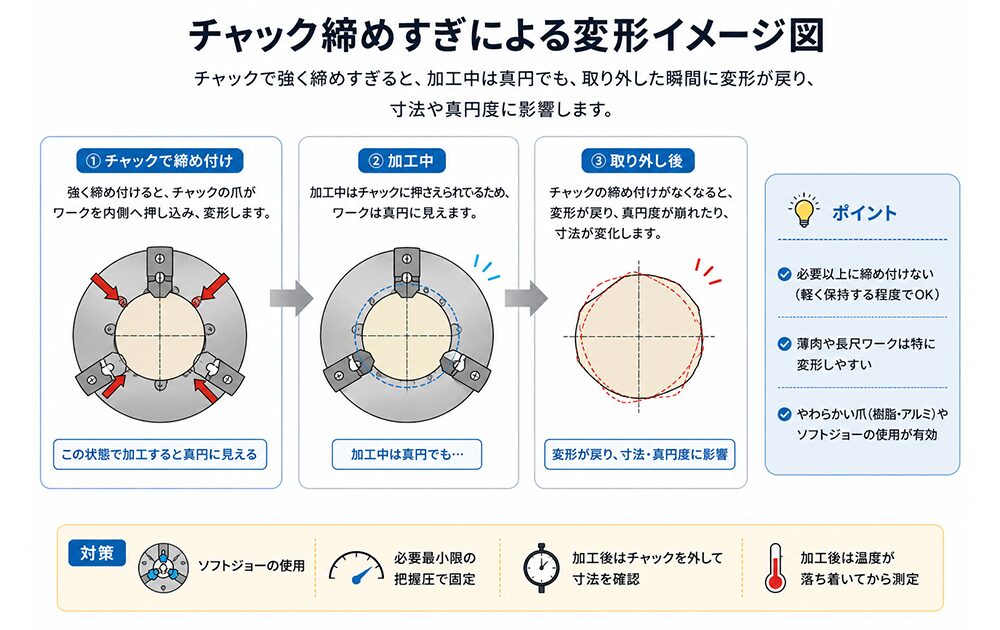
MCナイロンは柔らかいため、チャックで締めすぎると簡単に変形します。
加工中は真円でも、チャックを外した瞬間に戻り、寸法が変わるケースは非常に多いです。
特に薄肉ワークでは、
- 三つ爪の跡が残る
- 真円度が崩れる
- 内径が変形する
といった問題が発生します。
樹脂加工では、必要以上に把握圧をかけないことが重要です。
切削熱でワークが膨張する
MCナイロンは熱を逃がしにくいため、切削熱が蓄積しやすい材質です。
回転数を上げすぎると、
- ワークが柔らかくなる
- 表面が溶ける
- 寸法が膨張する
などのトラブルが起きやすくなります。
特に仕上げ加工時は、熱による寸法変化を考慮する必要があります。
回転数の上げすぎで溶け・逃げが発生する
「樹脂だから高速回転の方がキレイに削れる」と考える方もいますが、回しすぎは逆効果になることがあります。
回転数が高すぎると、
- 溶ける(焼きつく)
- 糸引きが出る
- バリが増える
- 外径が逃げる
などの症状が発生します。
特にアクリルやジュラコンよりも、MCナイロンは熱の影響を受けやすい傾向があります。
工具摩耗によって寸法がバラつく
樹脂加工は工具が長持ちするイメージがありますが、実際には摩耗による寸法変化も発生します。
刃先が摩耗すると、
- 切れ味が悪くなる
- 押し潰すような切削になる
- 熱が増える
- バリが増える
結果として寸法が安定しなくなります。
特に内径加工では影響が大きくなります。
加工順序によって仕上がりが変わる
MCナイロンでは加工順序が非常に重要です。
一発で仕上げるよりも、
- 荒加工
- 少し放置
- 再測定
- 仕上げ加工
という流れの方が、寸法が安定しやすくなります。
特に精度が必要な部品では、荒加工後に時間を置くことで内部応力が落ち着き、変形を抑えやすくなります。
内径縮み・外径逃げはなぜ起きる?
内径加工後に縮む理由
MCナイロンの内径は、加工後に縮むことがあります。
これは、
- 切削熱
- 内部応力
- 把握変形
などが原因です。
特に薄肉形状では、加工中は広がっていても、冷えた後に縮むケースがあります。
そのため、内径は「加工直後の寸法」だけで判断しないことが重要です。
外径加工で寸法が逃げる原因
外径は、熱膨張や材料の戻りによって寸法が変化します。
加工中は熱で膨張していても、冷却後に収縮し、狙い寸法より小さくなることがあります。
現場では、
「削っている時はピッタリだったのに、後で測るとマイナスになった」
というケースがよくあります。
薄肉加工で変形しやすくなる理由
薄肉ワークは非常に変形しやすくなります。
原因は、
- 把握圧
- 切削抵抗
- 熱
- 工具の押し込み
などです。
薄肉加工では、切り込み量を減らし、できるだけ負荷をかけない加工が重要になります。
長物加工でビビりが発生する原因
長物加工では、MCナイロン特有の柔らかさによってビビりが出やすくなります。
特に細長いワークでは、
- たわみ
- 共振
- 工具の逃げ
などが発生しやすくなります。
センター支持や送り条件の調整が必要になるケースもあります。
MCナイロン加工で寸法を安定させるコツ
荒加工後に時間を置いて仕上げ加工する
これは現場で非常によく使われる方法です。
荒加工後に少し時間を置くことで、
- 熱が抜ける
- 内部応力が落ち着く
- 寸法変化が安定する
という効果があります。
精度が必要な場合は特に有効です。

仕上げ代を適切に残す
仕上げ代ゼロで一発加工すると、寸法が安定しにくくなります。
一般的には、
- 荒加工
- 少量残し
- 仕上げ
という流れが寸法は安定しやすいです。
回転数・送り速度を調整する
回転数を上げすぎると熱が増えます。
逆に遅すぎても切れ味が悪くなり、押し潰すような加工になります。
重要なのは、
「熱を持たせず、軽く切る」
という感覚です。
エアブローで熱を逃がす
MCナイロン加工では、エアブローが有効なケースが多いです。
切粉除去だけでなく、
- 熱対策
- 溶け、焼き付き防止
- 寸法安定
にもつながります。
把握圧を下げて変形を防ぐ
「滑らないギリギリ」で把握する意識が重要です。
必要以上に締め込むと、加工中は問題なくても取り外した瞬間に変形します。
かと言って、圧が弱すぎても加工方法によっては切削に耐え切れずワークがズレたり外れたりすることもあります。
「これ以上緩めるとワークが動く!でも緩めないとワークが歪む!」という時には、切削負荷を減らす為に切削方法を変えてワークが動かないような工夫をしたりします。
樹脂加工向けチップを使用する
樹脂加工では、切れ味の良い工具が重要です。
刃先が鈍いと、
- 熱が増える
- バリが出る
- 寸法が安定しない
などの問題が発生します。
樹脂用のシャープなチップを使用すると、仕上がりが安定しやすくなります。
MCナイロン加工で実際に狙える公差の目安
MCナイロンで厳しい公差が難しい理由
MCナイロンは、環境によって寸法が変化するため、金属のような超高精度加工には向かない場合があります。
特に、
- 温度
- 湿度
- 加工熱
の影響を受けやすいです。
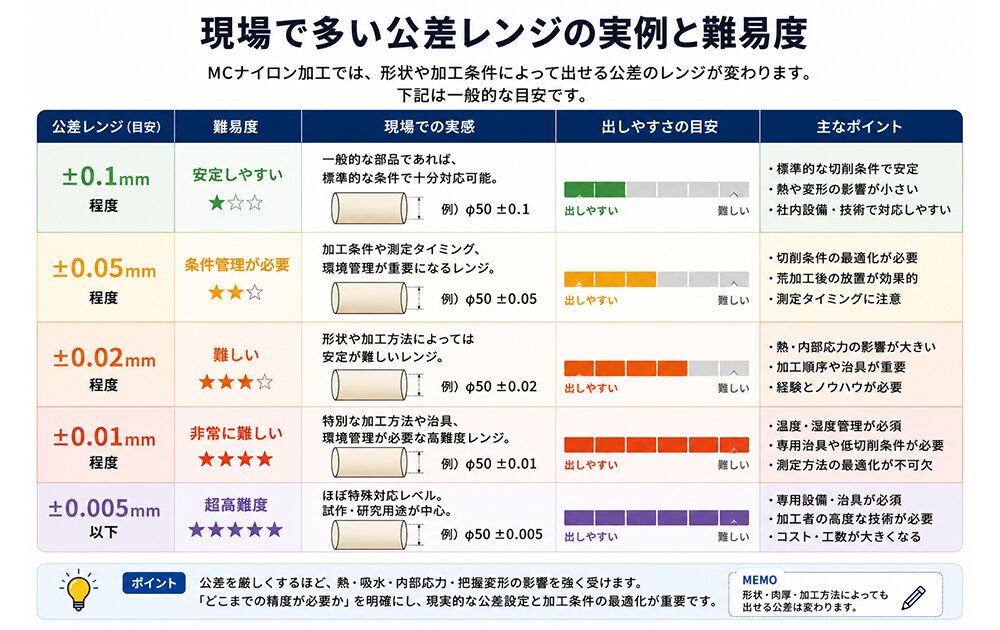
現場で多い公差レンジの実例
一般的には、
- ±0.1mm程度 → 比較的安定
- ±0.05mm程度 → 条件管理が必要
- ±0.01mm → かなり難易度が高い
という印象です。
もちろん、形状やサイズによっても変わります。
温度環境による寸法差に注意する
夏場と冬場では寸法の出方が変わることがあります。
また、加工直後と常温時でも測定値が変わるため、測定タイミングを統一することが重要です。
測定タイミングで数値が変わる理由
加工直後は熱を持っているため、実際の寸法とはズレている場合があります。
特に精度が必要な場合は、
- 冷ましてから測定
- 同条件で測定
を徹底する必要があります。

精度が必要な場合はジュラコンを使用するのも手です。
違いについてはこちらの記事で比較しています。

まとめ
MCナイロンは、熱膨張・吸水・内部応力の影響によって寸法変化しやすい材質です。
そのため、金属加工と同じ感覚で加工すると、
- 内径縮み
- 外径逃げ
- 変形
- 寸法不良
などが発生しやすくなります。
特に重要なのは、
- 荒加工→放置→仕上げ
- 把握圧を下げる
- 熱を持たせない
- 加工後に再測定する
といった樹脂特有の考え方です。
MCナイロン加工では、「どこまでの精度が現実的なのか」を理解したうえで、安定した加工条件を作ることが重要になります。

『反り』についてもっと知りたい方はこちらの記事がおすすめです!

コメント